Introduction: Why Lupron Depot Development Failures Persist
Lupron Depot Development Failures continue to shape the reality of long-acting injectable (LAI) generic development. Many development programs struggle due to formulation complexity, limited analytical tools, and evolving FDA regulatory expectations that go far beyond standard bioequivalence requirements. Leuprolide acetate depot products, including 1-month, 3-month, 4-month, and 6-month formulations, are widely considered among the most difficult generic products to develop. These formulations must maintain controlled drug release for extended durations, leaving very little tolerance for variability. Even small differences in polymer behavior or manufacturing conditions can change pharmacokinetic performance. As a result, development timelines often extend, and costs increase before meaningful regulatory feedback is obtained.
Unlike oral solid dosage forms, leuprolide depot products depend on carefully engineered poly(lactic-co-glycolic acid) (PLGA) microspheres to release drug in a sustained manner over weeks or months. Every detail of this polymer system — including molecular weight, end-cap chemistry, copolymer ratio, particle size, internal porosity, and drug distribution — must be closely matched. Developers often underestimate how sensitive these parameters are and how strongly they interact with each other. In addition, process variability during microencapsulation can introduce subtle differences that later affect drug release. These factors collectively make PLGA-based depot products far more complex than traditional generics.
Learn more about the technical hurdles: Understanding the Generic Drug Development Process for ANDA
This article explains the most common technical, analytical, and regulatory issues seen in leuprolide depot generic development. The discussion is based on formulation science principles, FDA expectations, and real-world development experience. Each section highlights where development programs typically fail and why those failures occur. Understanding these risks early can help reduce delays and prevent expensive late-stage setbacks. The goal is to provide a clear scientific framework for navigating this complex product class.

Share via:
📋 Article at a Glance
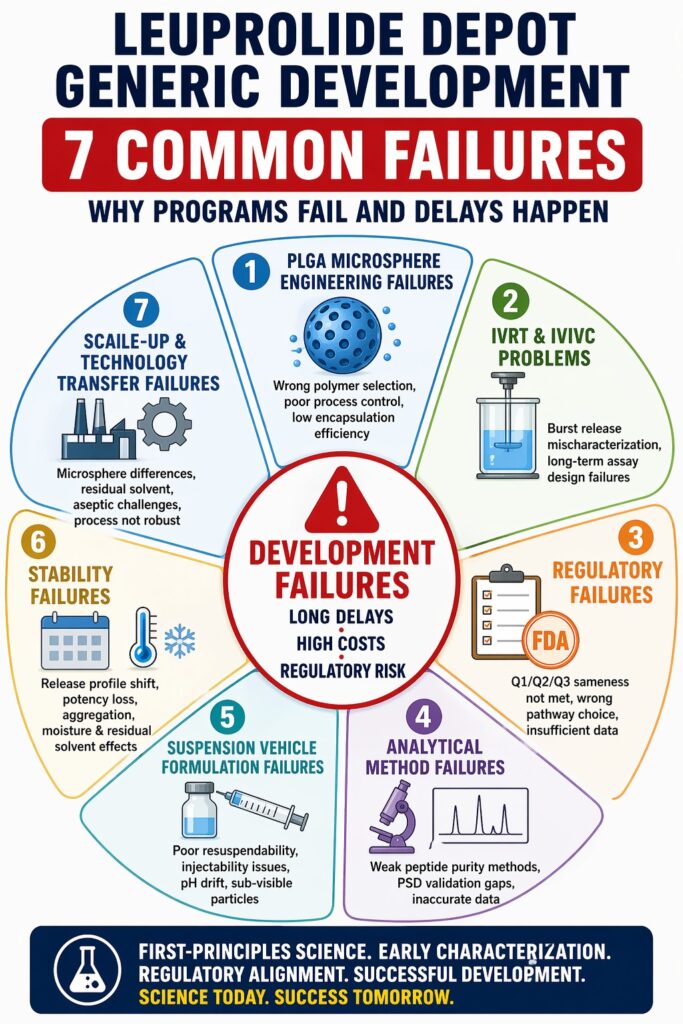
- Leuprolide depot generics fail most often at the PLGA microsphere engineering stage — polymer selection, drug loading, and encapsulation efficiency are the leading culprits.
- Residual solvent entrapment and incomplete polymer erosion lead to erratic in-vitro release profiles that cannot correlate with the reference listed drug (RLD) Lupron Depot®.
- In-vitro/in-vivo correlation (IVIVC) remains scientifically unvalidated for leuprolide depot — this single gap derails more programs than any other issue.
- FDA’s Complex Drug Substance and Product guidance imposes a sameness standard that demands particle-size distribution, internal structure, and surface morphology to match the RLD precisely — not just bioequivalence data.
- Analytical method development failures — particularly burst-release mischaracterization and incomplete drug release assay validation — lead to unacceptable dissolution profiles during ANDA review.
- Formulation of the aqueous suspension vehicle is frequently under-resourced despite being critical to injectability, particle settling, and reconstitution behavior.
- Stability failures (oxidative degradation of leuprolide, accelerated PLGA hydrolysis) are common when thermal and moisture stress studies are not designed for long-acting microsphere products.
- ResolveMass Laboratories Inc. offers pre-formulation science, PLGA optimization, and regulatory strategy for teams navigating these challenges.
1. PLGA Microsphere Engineering: The Core Failure Zone in Lupron Depot Development Failures
The most frequent root cause of Lupron Depot Development Failures is insufficient PLGA microsphere engineering. Many development programs struggle to reproduce the reference listed drug (RLD) polymer matrix structure, drug loading, and particle morphology. Microsphere formation involves multiple simultaneous processes such as solvent diffusion, polymer precipitation, and drug partitioning. Small variations during these steps can create large differences in release kinetics. Without a strong mechanistic understanding, formulation reproducibility becomes difficult to achieve.
Another major issue is limited characterization during early development. Teams often focus only on encapsulation efficiency or particle size while ignoring internal porosity, polymer distribution, and drug localization. These hidden properties strongly influence burst release and long-term erosion behavior. Poor control over these parameters leads to inconsistent pharmacokinetic profiles. A successful strategy must combine polymer selection, process control, and structural characterization. This integrated approach reduces variability and improves reproducibility.
Explore specialized development support: Expert Leuprolide Depot Generic Drug Development Services
1.1 Polymer Selection Errors
PLGA is available in many commercial grades, but developers often select materials using general specifications rather than detailed understanding. Differences in molecular weight and polydispersity can change glass transition temperature, polymer mobility, and degradation rate. Even small variations within supplier limits can produce different release profiles. These differences become more critical in long-acting formulations where polymer erosion controls drug release. Reverse engineering of RLD polymer properties is therefore essential.
LA:GA ratio selection is another common mistake. A 75:25 PLGA polymer degrades much slower than 50:50, yet some programs use approximate ratios without matching erosion behavior. End-cap chemistry also plays a role, as acid-terminated PLGA degrades faster than ester-terminated versions. Residual monomer levels and lot variability add further complexity. Without tight control over these parameters, batch-to-batch consistency becomes difficult. These polymer differences often lead to premature release or incomplete dosing.
1.2 Double Emulsion (W/O/W) Process Failures
Leuprolide acetate is a peptide that tends to move into the aqueous phase during W/O/W emulsion solvent evaporation. This commonly used method is also highly sensitive to process conditions. Changes in internal phase volume, homogenization speed, or solvent removal rate can significantly alter microsphere structure. These changes directly affect burst release and sustained release phases. As a result, process control is critical for consistent product performance.
Other factors such as PVA concentration, hardening temperature, and lyophilization cycle also influence particle morphology. Poor control may lead to agglomeration, incomplete solvent removal, or structural collapse. These problems create storage instability and unpredictable release behavior. Scale-up differences can introduce additional variability. Robust process optimization and detailed characterization are therefore required.
Technical Guide: How to Develop Generic Leuprolide Depot Successfully
| Process Parameter | Failure Mode When Uncontrolled | Impact on Release Profile |
|---|---|---|
| Inner aqueous phase (W1) volume ratio | Droplet size inconsistency, poor drug encapsulation | High burst release, early exhaustion |
| Homogenization speed & time | Wide particle size distribution (PSD) | Multi-modal release behavior |
| Organic solvent (DCM) evaporation rate | Collapsed or porous shell structure | Incomplete sustained phase, dose dumping risk |
| PVA surfactant concentration | Particle agglomeration, surface drug deposition | Elevated burst, reduced encapsulation efficiency |
| Hardening bath temperature | Incomplete solvent removal, soft particles | Storage instability, altered erosion |
| Lyophilization cycle (if applicable) | Crystallization of PLGA matrix, cake collapse | Reconstitution issues, PSD shift post-rehydration |
Key Insight: Encapsulation efficiency below 70% for leuprolide acetate in PLGA microspheres is a warning sign. Some programs try to compensate by increasing fill dose, but this does not correct pharmacokinetic mismatch. It may also increase dose-dumping risk. Improving encapsulation efficiency through formulation optimization is the correct approach. Proper microsphere architecture should be achieved before adjusting dose.
2. In Vitro Release Testing (IVRT) and the IVIVC Problem in Lupron Depot Development Failures
IVRT challenges, especially the lack of a reliable IVIVC model, are a major contributor to Lupron Depot Development Failures. Currently, no validated IVIVC model exists for leuprolide depot formulations. This makes it difficult to predict in vivo performance from in vitro data. Developers must design release methods that closely simulate physiological conditions. Without this alignment, dissolution results may not support bioequivalence.
Another complication is the long duration of release testing. Three-month and six-month products require assays that run for many weeks. Maintaining sink conditions and sample stability over this period is technically challenging. Analytical variability also increases with extended testing. These issues make IVRT method development a critical part of the program.
2.1 Burst Release Mischaracterization
Burst release typically occurs within the first 24 hours after injection and significantly affects clinical exposure. Programs that fail to characterize burst release face regulatory risk. This initial release contributes to the testosterone flare effect, which is clinically relevant in prostate cancer therapy. Excessive burst release in a generic product may cause bioequivalence failure based on Cmax differences. This can occur even when total exposure remains similar.
Accurate measurement of burst release is technically difficult. Dissolution media composition, agitation rate, and sampling technique all influence results. Poorly designed methods may underestimate the burst phase. This leads to incorrect formulation decisions. Comprehensive method validation is necessary to ensure accurate data.
Analyze the data: Leuprolide Depot Case Study on Sustained Release and Characterization
2.2 Long-Term Release Assay Design Failures
Long-term release assays must monitor drug release over 12 to 26 weeks. Many conventional dissolution methods are not designed for this duration. Maintaining sink conditions requires validated media replacement strategies. Sample handling must also avoid polymer degradation artifacts. These technical requirements make long-duration testing complex.
Residual drug measurement in recovered microspheres also requires validated extraction methods. Some programs overlook this step, leading to inaccurate cumulative release data. Accelerated release methods using elevated temperature or modified pH are sometimes used. However, these methods are not validated against in vivo performance. FDA does not accept them as bioequivalence surrogates.
Regulatory Warning: FDA product-specific guidance for leuprolide acetate injectable suspension requires Q1/Q2 sameness and comparable microsphere characteristics. Matching cumulative release curves alone is not sufficient. Structural characterization must accompany dissolution data. Submissions missing this information often receive Complete Response Letters. Early regulatory alignment is essential.
3. Regulatory Failures: The FDA Sameness Standard for Complex Injectables
Lupron Depot Development Failures at the regulatory stage often result from misunderstanding FDA sameness expectations. For complex injectables, developers must demonstrate Q1, Q2, and Q3 equivalence. This requirement goes beyond standard bioequivalence studies. Formulation composition and microstructure must match the reference product. These expectations significantly increase development complexity.
Each sameness level presents unique challenges. Q1 sameness requires identical inactive ingredients. Q2 sameness requires matching concentrations. Q3 sameness involves particle size, porosity, morphology, and drug distribution. Failure in any category can result in rejection. Comprehensive characterization is therefore required.
Physicochemical equivalence must also be demonstrated. Parameters such as Tg, crystallinity, zeta potential, and reconstitution time are evaluated. Differences may indicate structural mismatch. In vitro release must also be statistically comparable. Deviations at early or late time points often cause failure. A holistic sameness strategy is necessary.
Navigate the compliance landscape: Regulatory Pathway for Complex Peptide Injectables
| Sameness Level | What Must Be Demonstrated | Common Failure Point |
|---|---|---|
| Q1 (Qualitative) | Same inactive ingredients present | Excipient sourcing deviations (e.g., different PLGA supplier grade) |
| Q2 (Quantitative) | Same amounts of each inactive ingredient | Carmellose sodium, mannitol concentration mismatches in suspension vehicle |
| Q3 (Structural/Microstructural) | Same microsphere morphology, internal porosity, PSD, drug distribution pattern | SEM/confocal microscopy showing different internal pore structure or surface texture |
| Physicochemical Equivalence | Same Tg, crystallinity, zeta potential, reconstitution time | DSC showing different PLGA Tg due to residual solvent or plasticization |
| In Vitro Release Equivalence | Statistically comparable release profiles at multiple time points | Non-comparable f2 similarity factor at early or late time points |
3.1 The 505(b)(2) vs. ANDA Pathway Confusion
Many development teams choose the wrong regulatory pathway early in development. Some attempt a 505(b)(2) strategy with partial clinical data. However, if the delivery system is not sufficiently different, FDA may still require ANDA-level sameness. This results in late-stage pathway changes. These changes significantly delay development timelines.
This confusion also affects study design and analytical planning. Programs may not invest enough in structural characterization initially. When FDA requests additional data, major rework becomes necessary. These delays can extend development by 12 to 24 months. Early regulatory planning helps avoid these setbacks.
Compare your options: CRO vs. In-House ANDA Development Strategies
4. Analytical Method Failures Specific to Leuprolide Depot
Analytical limitations are another frequent source of Lupron Depot Development Failures. Some programs focus heavily on formulation while relying on weak analytical methods. Inaccurate data can mislead development decisions. Stability studies and release testing become unreliable. Analytical development must progress alongside formulation work.
Complexity arises because leuprolide acetate is embedded inside a degrading polymer matrix. This creates extraction challenges and multiple degradation pathways. Standard peptide assays may not be suitable. Methods must account for polymer interference. Without proper validation, potency and impurity data may be inaccurate.
4.1 Peptide Purity and Degradation Pathway Characterization
Leuprolide acetate is a decapeptide susceptible to multiple degradation pathways inside PLGA microspheres. Polymer hydrolysis creates acidic byproducts that lower microenvironment pH. This promotes deamidation, oxidation, and other reactions. Standard HPLC methods may not separate these impurities. Stability-indicating methods are required.
Acylation by PLGA oligomers may also occur. Reactive intermediates can modify the peptide and form new impurities. These species may not fall under typical thresholds. Dedicated characterization is necessary. Without this work, impurity profiles remain incomplete.
Extraction challenges also complicate analysis. Recovering drug from partially degraded microspheres requires optimized solvents. Single-step extraction often recovers only part of the drug. This produces biased potency results. Validated multi-step extraction methods are essential.
Deep dive into testing challenges: Overcoming Leuprolide Depot Analytical Challenges
4.2 Particle Size Distribution (PSD) Method Validation Gaps
Particle size distribution is a critical quality attribute for leuprolide depot microspheres. It affects release rate, injectability, and suspension uniformity. Despite its importance, PSD measurement is often poorly validated. Laser diffraction without refractive index validation may produce inaccurate results. Irregular particle shape further complicates analysis.
Dynamic image analysis and laser diffraction may produce different distributions. Using only one technique gives incomplete information. PSD measured in suspension may differ from measurement in water. Many programs validate only in water. This leads to discrepancies during review. Comprehensive PSD validation is required.
5. Suspension Vehicle Formulation: An Underestimated Failure Point
Suspension vehicle failures can cause rejection even when microspheres are correctly engineered. The vehicle affects resuspendability, injectability, and product stability. Small formulation changes may alter performance. Vehicle optimization should therefore be integrated early.
Carmellose sodium controls viscosity and settling behavior. High viscosity makes injection difficult. Low viscosity leads to irreversible sedimentation. The acceptable range is narrow. Optimization must consider actual microsphere properties.
Mannitol functions as both cryoprotectant and tonicity agent. Some programs optimize only for tonicity. However, mannitol also influences freeze-drying and stability. Incorrect concentration may cause crystal growth. This affects suspension uniformity.
Polysorbate 80 interactions may generate sub-visible particles. Residual surfactant from microencapsulation can interact with the vehicle. This creates regulatory concerns. pH drift is another risk. Buffer capacity must counter acidic PLGA degradation products. Failure to model this interaction can lead to out-of-specification pH.
Identify the right partner: Choosing a CRO for Leuprolide Depot Development
6. Stability Failures: PLGA Microsphere Products Require a Different Paradigm
Standard ICH accelerated stability protocols often fail to predict leuprolide depot behavior. PLGA degradation and peptide stability do not follow conventional assumptions. Accelerated conditions may exaggerate polymer hydrolysis while underestimating peptide oxidation. This makes interpretation difficult.
Common stability issues include shifts in release profile, increased burst release, and potency loss. Moisture ingress may reduce PLGA molecular weight. Residual solvent may plasticize the polymer. Acidic microenvironment effects drive peptide degradation. Each failure requires specialized analysis.
Other stability concerns include aggregation and longer reconstitution time. Electrostatic interactions may destabilize suspension. Surface sintering at high temperature delays reconstitution. Container-closure interactions may also occur. Silicone oil migration can create particulates. Monitoring these risks is essential.
Review stability requirements: Essential Leuprolide Depot Stability Studies
| Stability Failure Mode | Root Cause | Detection Method |
|---|---|---|
| Shift in in vitro release profile after 6 months | PLGA Mw reduction due to moisture ingress through packaging | GPC/SEC of recovered microspheres at each time point |
| Increased burst release at 12 months | Plasticization of PLGA matrix by residual DCM or water | Residual solvent GC-HS; DSC Tg measurement |
| Leuprolide potency decline (>2%) at 18 months | Acidic microclimate-driven peptide degradation | Stability-indicating HPLC-MS method with impurity mapping |
| Particle size increase (aggregation) during shelf life | Electrostatic destabilization in suspension vehicle | Laser diffraction + zeta potential over time |
| Reconstitution time elongation (>60 seconds) | Surface sintering of PLGA particles at elevated temperature | Reconstitution time test at each stability interval |
| Container-closure interaction | Silicone oil migration from prefilled syringe plunger into suspension | Subvisible particle analysis (MFI/DLS), silicone oil quantification |
Critical Note: The Arrhenius principle does not reliably predict PLGA degradation. Accelerated stability may misrepresent real-time performance. Real-time studies at 5°C and 25°C are necessary. These studies provide accurate shelf-life estimates. Long-term stability evaluation must be prioritized.
7. Scale-Up and Technology Transfer Failures
Scale-up issues are another contributor to Lupron Depot Development Failures. Formulations that work at small scale may fail during commercial manufacturing. Differences in mixing, heat transfer, and solvent removal alter microsphere properties. These changes affect release behavior. Scale-up therefore requires re-optimization.
Rotor-stator homogenizers do not scale linearly. Shear rate and droplet size change with batch size. This affects particle size and encapsulation efficiency. Heat transfer differences also change solvent evaporation. Residual solvent levels may increase in larger batches. This impacts polymer properties and release kinetics.
Aseptic processing adds further complexity. Terminal sterilization cannot be used for PLGA microspheres. Aseptic fill-finish requires strict environmental controls. Process simulations increase development effort. Some programs switch to spray drying at scale. However, spray-dried particles often have hollow structures. This creates different release profiles and prevents Q3 equivalence.
Optimize your supply chain: Pharmaceutical CDMO Services in the US and Canada
Conclusion: Overcoming Lupron Depot Development Failures Requires First-Principles Science
The pattern of Lupron Depot Development Failures is consistent across development programs. Teams that treat leuprolide depot as a standard generic often face delays. Polymer characterization, analytical methods, and regulatory strategy are frequently underestimated. However, these elements are interconnected. A change in one area can affect overall product performance.
Successful development requires strong pre-formulation characterization of the RLD. Stability-indicating analytical methods should be established early. A comprehensive Q1/Q2/Q3 sameness strategy is essential. Bioequivalence studies alone are not enough for complex injectables. Early scientific investment reduces long-term risk.
Teams with expertise in PLGA microsphere engineering, peptide stability, IVRT development, and regulatory strategy can better manage these challenges. A structured and science-based approach improves success probability. A viable path for leuprolide depot generics exists. It requires scientific rigor aligned with product complexity.
FAQs: Lupron Depot Development Failures
Leuprolide depot combines a peptide drug with a biodegradable PLGA microsphere system, and both must work together in a very controlled way. Unlike simple generics, developers must match Q1, Q2, and Q3 characteristics, including formulation composition and microsphere structure. There is also no validated IVIVC model to predict in vivo performance. These scientific and regulatory requirements make Lupron Depot Development Failures more common than with standard injectable products.
Q3 equivalence refers to matching the microstructure of the generic product with the reference product. This includes microsphere porosity, drug distribution, surface morphology, and polymer erosion behavior. Analytical tools such as SEM, DSC, and GPC are typically used to compare these properties. Matching only the drug release curve is not enough, because different internal structures can still produce similar average release results.
PLGA molecular weight directly influences how quickly the polymer degrades and releases drug. Higher molecular weight PLGA degrades slowly and supports longer release durations. Lower molecular weight polymers break down faster and may cause earlier drug release. Polydispersity and end-cap chemistry also affect degradation behavior. These factors must be carefully selected to match the reference product’s release profile.
PLGA slowly hydrolyzes over time and produces acidic byproducts inside the microspheres. This creates a low pH environment that can degrade the peptide. Reactions such as deamidation, oxidation, and alkylation may occur during storage. Standard analytical methods may not detect all degradation products. Specialized extraction and analytical techniques are required to monitor stability accurately.
Currently, FDA does not accept in vitro release testing alone as proof of bioequivalence. This is because no validated IVIVC model exists for leuprolide depot products. Developers usually need both Q1/Q2/Q3 sameness data and clinical pharmacokinetic studies. These studies measure drug and hormone levels over the full depot duration. Until regulatory guidance changes, in vivo studies remain necessary.
Encapsulation efficiency is one of the most important parameters and should remain consistently high to avoid dose-dumping risk. Particle size distribution must be monitored after microsphere formation and drying. Residual solvent levels, especially DCM, must remain within regulatory limits. Microsphere morphology and process temperatures should also be tracked. These controls help maintain consistent batch performance.
Accelerated stability conditions may not reliably predict real-time performance for PLGA microspheres. Polymer degradation and peptide stability follow different mechanisms. Real-time studies at refrigerated and intermediate conditions are required. Additional testing such as molecular weight change, release profile, and reconstitution time should be included. These parameters provide a more accurate stability assessment.
Reference:
- U.S. Food and Drug Administration. (2015). FY2015 regulatory science research report: Long-acting injectable formulations. https://www.fda.gov/industry/generic-drug-user-fee-amendments/fy2015-regulatory-science-research-report-long-acting-injectable-formulations
- Bauer, A., Berben, P., Chakravarthi, S. S., Chattorraj, S., Garg, A., Gourdon, B., Heimbach, T., Huang, Y., Morrison, C., Mundhra, D., Palaparthy, R., Saha, P., Siemons, M., Shaik, N. A., Shi, Y., Shum, S., Thakral, N. K., Urva, S., Vargo, R., Koganti, V. R., & Barrett, S. E. (2023). Current state and opportunities with long-acting injectables: Industry perspectives from the Innovation and Quality Consortium “Long-Acting Injectables” working group. Pharmaceutical Research, 40(7), 1601–1631. https://doi.org/10.1007/s11095-022-03391-y
- U.S. Food and Drug Administration. (2019). Long-acting injectable and implantable drug products: Considerations for product development and regulatory approval (Draft guidance for industry). https://www.fda.gov/media/129010/download