Why Researchers and Developers Choose to Order Custom PLGA Grades
Choosing to order custom PLGA grades enables formulation scientists to align polymer degradation behavior and structural characteristics precisely with the therapeutic requirements of their active pharmaceutical ingredients. This level of customization addresses the shortcomings of standard polymers, which can often result in inconsistent release profiles, reduced product stability, or unpredictable performance. Through molecular-level polymer design, developers can achieve highly controlled erosion patterns that closely match intended clinical outcomes.
Need to ensure your polymer matches the profile of your RLD? Learn more about PLGA characterization for RLDs.
Commercially available PLGA grades, including common formulations such as 50:50 and 75:25, provide valuable starting materials for preliminary feasibility and proof-of-concept studies. However, advanced drug delivery systems, including injectable microspheres, extended-release subcutaneous implants, and targeted nanoparticle platforms, frequently require degradation rates, mechanical properties, and drug-polymer interactions that fall outside the capabilities of standard grades. Biological therapeutics, peptides, and highly hydrophobic small-molecule drugs, for example, often experience excessive initial burst release or structural denaturation when incorporated into conventional PLGA formulations. Customized polymer architectures help reduce burst-release effects, preserve API integrity, and support sustained therapeutic concentrations over extended periods.
Struggling with inconsistent drug delivery performance? Explore how we manage Q1/Q2 polymer equivalence assessments.
PLGA degradation occurs through bulk hydrolysis, a process in which water penetrates the amorphous polymer matrix and cleaves ester linkages within the polymer backbone. This reaction generates oligomeric degradation products terminated with carboxylic acid and hydroxyl groups. When acidic oligomers accumulate rapidly within the matrix, an autocatalytic effect may occur, accelerating degradation and potentially damaging acid-sensitive therapeutic agents. By carefully adjusting block length, monomer sequence distribution, and terminal end-group chemistry, developers gain direct control over the hydrolytic degradation pathway. This molecular-level optimization ensures that polymer erosion progresses in harmony with the desired drug release profile.
Need a specialized solution for your project? Discover our expertise in PLGA long-acting injectable formulation.
Article Summary:
- Custom PLGA grades allow researchers to tailor polymer degradation rates, molecular structure, and drug-release behavior to meet specific therapeutic and formulation requirements, overcoming the limitations of standard off-the-shelf polymers.
- Advanced drug delivery systems such as microspheres, implants, and nanoparticles often require customized PLGA compositions to improve API stability, reduce burst release, and maintain sustained drug exposure over extended periods.
- The development process typically follows a six-step workflow: requirement gathering, polymer design, laboratory synthesis, analytical characterization, production scale-up, and final delivery with technical documentation and support.
- Defining critical quality attributes (CQAs) is essential for success. Key specifications include lactide:glycolide ratio, molecular weight, polydispersity index (PDI), and end-group chemistry, all of which influence degradation rate, stability, and formulation performance.
- Molecular weight and PDI significantly affect polymer behavior. Higher molecular weight grades generally degrade more slowly, while a narrow PDI helps ensure consistent batch quality, predictable erosion, and controlled drug release.
- End-group selection plays a major role in performance. Acid-terminated PLGA promotes faster degradation and release, whereas ester-capped PLGA slows water uptake, extends release duration, and reduces the risk of peptide modification and instability.
- Manufacturing custom PLGA typically requires 4–6 weeks and includes synthesis, purification, drying, quality testing, and packaging. Comprehensive analytical techniques such as NMR, GPC, DSC, and TGA are used to verify composition, molecular weight, thermal properties, and batch consistency before release.
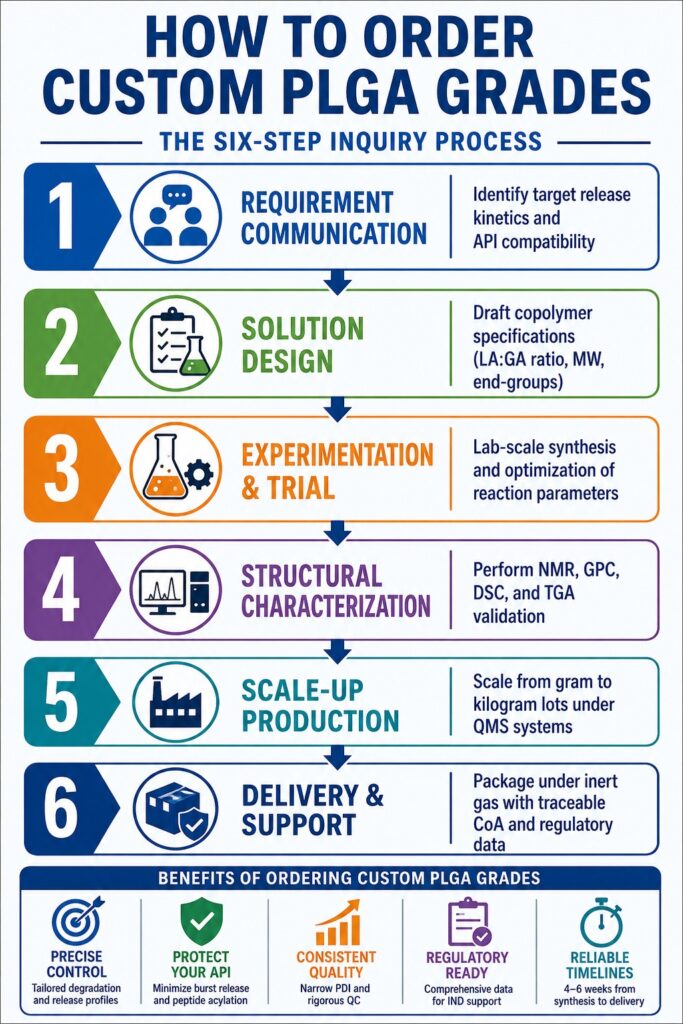
The Six-Step Inquiry Process to Order Custom PLGA Grades
Obtaining customized poly(lactic-co-glycolic acid) materials involves a structured six-step engineering workflow designed to convert clinical objectives into precisely engineered polymer specifications. The process encompasses consultation, molecular design, experimental development, analytical validation, manufacturing scale-up, and final delivery. This collaborative approach reduces development risk and helps ensure that the resulting polymer performs as intended within the final formulation.
┌────────────────────────────────┐
│ 1. Requirement Communication │ ◄── Identify target release kinetics and API compatibility
└───────────────┬────────────────┘
▼
┌────────────────────────────────┐
│ 2. Solution Design │ ◄── Draft copolymer specs (LA:GA ratio, MW, end-groups)
└───────────────┬────────────────┘
▼
┌────────────────────────────────┐
│ 3. Experimentation & Trial │ ◄── Lab-scale synthesis & optimization of reaction parameters
└───────────────┬────────────────┘
▼
┌────────────────────────────────┐
│ 4. Structural Characterization │ ◄── Perform NMR, GPC, DSC, and TGA validation
└───────────────┬────────────────┘
▼
┌────────────────────────────────┐
│ 5. Scale-Up Production │ ◄── Scale from gram to kilogram lots under QMS systems
└───────────────┬────────────────┘
▼
┌────────────────────────────────┐
│ 6. Delivery & Support │ ◄── Package under inert gas with traceable CoA and regulatory data
└────────────────────────────────┘Acquiring a customized polymer requires collaboration with a specialized Contract Research Organization (CRO) capable of combining advanced polymer synthesis with comprehensive analytical testing. ResolveMass Laboratories Inc. functions as an ISO 9001:2015-certified and U.S. FDA-registered CRO (FDA Establishment Identifier No.: 3042696771), supporting biotechnology, pharmaceutical, and medical device companies throughout North America. Integrating polymer development with rigorous analytical characterization is critical to ensuring that customized material attributes remain consistent, reproducible, and scalable.
The inquiry process typically follows the phases outlined below:
Requirement Communication
The client and technical specialists engage in detailed discussions to define the intended drug delivery profile, administration route, drug loading requirements, and physicochemical characteristics of the API.
Solution Design
Polymer architectures are engineered at the molecular level by establishing target monomer ratios, molecular weight ranges, terminal end-group chemistry, and any desired hybrid structures such as poly(ethylene glycol) (PEG)-containing copolymers.
Experimentation and Trial
Laboratory-scale pilot batches are synthesized to evaluate feasibility. Key parameters including reaction temperature, catalyst concentration, and reaction duration are optimized to establish a reproducible and controlled polymerization process.
Structural Characterization
Experimental materials undergo comprehensive orthogonal testing, including Gel Permeation Chromatography (GPC) and Proton/Carbon Nuclear Magnetic Resonance (^1H-NMR and ^13C-NMR), to confirm polymer composition, molecular weight, molecular weight distribution, thermal behavior, and structural integrity.
Scale-Up Production
Following successful validation of the synthesis methodology, manufacturing is expanded to clinical or commercial production levels. Capacity can range from gram-scale research quantities to multi-kilogram pilot lots while maintaining stringent batch consistency and purity standards.
Delivery and Support
Purified polymer materials are packaged under dry inert conditions and supplied with a detailed Certificate of Analysis (CoA). Additional technical and regulatory support is often provided to assist with IND submissions and product development activities.
Looking for a partner for your next project? Check out our capabilities for PLGA depot formulations.
Critical Quality Attributes Required to Order Custom PLGA Grades
Defining critical quality attributes (CQAs) is essential when preparing specifications for custom-synthesized polyester materials. Developers must establish precise targets for monomer composition, molecular weight characteristics, and terminal end-group structure to achieve predictable degradation behavior and physical stability. Insufficiently defined specifications can result in inconsistent batches, accelerated degradation, or poor drug encapsulation performance.
| Copolymer Ratio (LA) | Typical Hydrophilicity | Degradation Timeline | Common Targeted Applications |
|---|---|---|---|
| 50:50 Grade | Very High | 3 to 4 Weeks | Nanoparticles, microparticles, fast-release injectables |
| 65:35 Grade | Moderate | 6 to 8 Weeks | Subacute depot systems, flexible tissue scaffolds |
| 75:25 Grade | Balanced | 8 to 10 Weeks | One-month depot formulations, medical sutures |
| 85:15 Grade | Very Low | 12 to 16 Weeks | Long-acting implants, structural device coatings |
| Custom 90:10 Grade | Extremely Low | 20+ Weeks | Ultra-long-acting depots, long-term orthopedic pins |
Determining Molecular Weight and PDI to Order Custom PLGA Grades
Accurate measurement of weight-average molecular weight (Mw) and polydispersity index (PDI) is fundamental for ensuring consistent mechanical performance, solution viscosity, and resistance to hydrolytic degradation. These parameters are typically validated through high-resolution size exclusion chromatography conducted in accordance with USP requirements.
Custom PLGA polymers may be synthesized across a wide molecular weight range, including low (10 to 30 kDa), medium (40 to 80 kDa), and high (100 to 150+ kDa) molecular weight categories. Molecular weight directly affects chain entanglement density, influencing the rate at which water penetrates the polymer matrix and initiates hydrolysis. High molecular weight PLGA exhibits slower degradation rates and retains structural integrity for prolonged periods, making it particularly suitable for long-term implantable applications.
Want to understand the impact of PDI on your formulation? Read our guide on the role of PLGA PDI in pharmaceuticals.
The PDI (Mw/Mn) should generally remain narrow, typically at or below 1.5, to promote batch consistency and predictable degradation. Broad molecular weight distributions may generate bimodal degradation behavior, where shorter polymer chains degrade prematurely and contribute to unwanted burst release of the encapsulated therapeutic agent.
Molecular Weight & Dispersity Distribution
▲ Narrow Dispersity (PDI ≤ 1.5)
│ ┌───┐
│ ┌┘ └┐ ◄── Predictable, uniform degradation
│ ┌┘ └┐
│ ┌┘ └┐
│ ┌┘ └┐
│ ┌─┘ └─┐
Weight │ ───────────────────────────────────────────
Fraction │ Broad Dispersity (PDI > 2.0)
│ ┌───────────────┐
│ ┌─┘ └─┐ ◄── High variation in chain length
│ ┌─┘ └─┐
│ ┌─┘ └─┐
│ ┌─┘ └─┐
└─────────────────────────────────────────────►
Molecular Weight Log(Mw)Selecting the Right End-Group Chemistry to Order Custom PLGA Grades
Selecting the appropriate terminal chain chemistry, whether hydrophilic carboxylic acid-terminated groups or hydrophobic alkyl ester-capped structures, plays a critical role in controlling water uptake and minimizing undesirable interactions with therapeutic agents. End-group chemistry serves as a powerful tool for regulating burst release behavior and preventing peptide acylation.
Acid-Terminated PLGA
Acid-terminated PLGA contains free carboxylic acid groups at the chain ends, making the polymer more hydrophilic. These terminal groups attract water molecules, resulting in faster moisture penetration and accelerated bulk hydrolysis. Consequently, acid-terminated PLGA is often selected for short-duration and fast-release drug delivery applications.
However, these reactive carboxylic acid groups can chemically interact with certain drugs and peptides. Amino groups present on peptide therapeutics such as octreotide and leuprolide may attack ester bonds within the polymer, leading to glycolyl and lactoyl substitution reactions and the formation of acylated impurities.
Ester-Terminated PLGA
Ester-terminated PLGA contains alkyl-capped terminal groups, such as methyl or lauryl moieties, that increase hydrophobicity. These capped chain ends reduce water penetration, prolong the degradation lag phase, and delay drug release.
An important advantage of ester-capped PLGA is the elimination of reactive carboxylic acid sites. This significantly reduces the risk of peptide acylation and helps preserve the structural stability of sensitive protein and peptide therapeutics.
| Raw Material / Quality Parameter | USP Compliance | Standard Inquiry Limits | Sourcing Options & Specifications |
| Monomer Ratio (LA) | USP ±3% of target | Bespoke ratios from 50:50 to 90:10 | Customized compositions |
| Weight-Average MW (Mw) | USP ±10% of target | Gram-scale to bulk kilogram formats | Flexible production scales |
| Polydispersity Index (PDI) | USP ≤1.5 | Narrow-dispersity targets | Consistent batch performance |
| Residual Monomers | None | <0.5% w/w | Ultra-low target levels (<0.1%) |
| Residual Tin Catalyst | None | <10 ppm | Reduced cellular toxicity and chain degradation |
| Residual Solvents | ICH Q3C | <0.2% w/w | Low-temperature vacuum drying (<0.1%) |
| Endotoxin Burden | USP | <0.1 EU/mg | Essential for sterile injectable formulations |
Need to prove your polymer is the right fit? Learn about our approach to PLGA polymer sameness for ANDA.
Synthesis Timelines and Manufacturing Lead Times
The synthesis, purification, and validation of a custom PLGA batch generally require approximately four to six weeks. This timeframe allows for complete polymerization, thorough solvent removal, and extensive analytical characterization before release. While standard grades may be available from inventory, custom formulations are manufactured to order to maximize freshness and minimize hydrolytic aging prior to use.
Custom Polymer Sourcing Timeline (Weeks)
Week 1 Week 2 Week 3 Week 4-5 Week 6
┌───────────────────┬───────────────────┬──────────────────┬───────────────────┬───────────────────┐
│ Monomer & │ Ring-Opening │ Dissolution & │ Low-Temp Vacuum │ QC Testing & │
│ Initiator Prep │ Polymerization │ Precipitation │ Desolvation │ Inert Packaging │
└───────────────────┴───────────────────┴──────────────────┴───────────────────┴───────────────────┘
◄── Purification ◄── Inert gas, ◄── Organic ◄── Moisture level ◄── GPC, NMR, DSC,
of raw lactide 120-180°C solvent washing reduced to trace analysis
and glycolide reactions to strip residual below 0.1% and nitrogen seal
monomers catalystsMonomer Preparation
Ring-opening polymerization requires exceptionally pure D,L-lactide and glycolide monomers. These starting materials must contain minimal trace moisture because even extremely low water concentrations can initiate polymerization prematurely and alter the target molecular weight.
Polymerization and Reaction Kinetics
Polymerization reactions are typically performed between 120°C and 180°C under dry nitrogen or argon atmospheres to prevent oxidation. Precise control of catalyst-to-initiator ratios is essential to achieve the desired molecular weight distribution before terminating the reaction.
Purification and Washing
Following synthesis, the polymer is dissolved in dichloromethane (DCM) and repeatedly precipitated into chilled methanol or ethanol. This purification process removes residual monomers, catalyst residues, and low-molecular-weight oligomers that could otherwise accelerate degradation or alter mechanical properties.
Desolvation and Drying
Purified polymer materials undergo prolonged vacuum drying or lyophilization at carefully controlled temperatures. Exceeding the polymer’s glass transition temperature (Tg) during drying may alter its amorphous structure; therefore, low-temperature drying under high vacuum is employed to reduce residual solvent levels below 0.1% w/w.
Quality Control Testing and Release
Prior to release, the polymer undergoes comprehensive characterization, including quantitative ^1H-NMR analysis for composition verification, GPC for molecular weight determination, and trace analysis for residual solvents and catalysts. The finished material is then sealed in moisture-resistant packaging under an inert atmosphere to maintain stability during storage and transportation.
Advanced Characterization and Quality Control Protocols
Demonstrating compliance with international regulatory expectations for preclinical and clinical applications requires extensive analytical characterization using multiple orthogonal techniques. Validated testing methods, including proton NMR (^1H-NMR), GPC, and thermal analysis, help verify batch consistency and structural integrity. The resulting analytical package provides traceable documentation that supports regulatory submissions and minimizes development risk.
Quantitative Proton NMR (^1H-NMR)
Proton NMR serves as the primary analytical technique for verifying PLGA composition and monomer ratio. By integrating signals from lactide methine protons (δ 5.2 to 5.4 ppm) and glycolide methylene protons (δ 4.8 to 5.0 ppm), the exact molar composition can be determined without external calibration standards.
In addition, ^1H-NMR can be used to estimate number-average molecular weight (Mn) by comparing the integration of backbone repeat units with terminal end-group signals, including terminal hydroxyl methylene resonances at δ 4.3 to 4.5 ppm.
Carbon-13 NMR (^13C-NMR) and Block Length Determination
For advanced applications, ^13C-NMR provides valuable information regarding sequence distribution and block length within the polymer chain. Ring-opening polymerization generally produces a more random copolymer architecture characterized by shorter block segments.
Analysis of carbonyl carbon resonances corresponding to lactide-lactide, lactide-glycolide, and glycolide-glycolide sequences enables confirmation of polymer microstructure and verifies alignment with target reference materials or Reference Listed Drugs (RLDs).
C-13 NMR Carbonyl Carbon Sequence Regions
Lactide-Lactide (L-L) Lactide-Glycolide (L-G) Glycolide-Glycolide (G-G)
┌───────────────────────┐ ┌────────────────────────┐ ┌───────────────────────┐
│ │ │ │ │ │
169.0 ppm 169.5 ppm 170.0 ppm 170.5 ppmSize Exclusion Chromatography (GPC/SEC) Validation
To satisfy USP and ICH Q2(R2) validation expectations, GPC systems employ narrow-dispersity calibration standards such as polystyrene or PMMA. These calibration systems support accurate determination of weight-average molecular weight (Mw) and polydispersity index (PDI).
For complex or branched polymer architectures, laboratories such as ResolveMass Laboratories Inc. utilize four-dimensional GPC coupled with multi-angle light scattering (MALS). This advanced analytical platform provides absolute molecular weight measurements and detailed branching information without reliance on relative calibration approaches.
Thermal Profiling via DSC and TGA
Differential Scanning Calorimetry (DSC) is used to determine the glass transition temperature (Tg), a critical indicator of polymer mobility and physical stability. Most amorphous PLGA grades exhibit Tg values between 40°C and 60°C.
Maintaining a stable Tg is important because even small decreases may cause the polymer to transition from a glassy state to a rubbery state during storage, increasing water penetration and accelerating degradation. Thermogravimetric Analysis (TGA) complements DSC by determining thermal decomposition temperatures and ensuring that downstream processing conditions do not induce thermal chain scission.
Formulating and Handling Custom PLGA Solutions
Successful formulation of customized PLGA materials requires careful selection of dry solvents, optimization of polymer concentration, and controlled low-temperature processing conditions. Because degradation begins with moisture-driven bulk erosion, exposure to humidity during solution preparation can reduce molecular weight, alter viscosity, and negatively impact final product performance.
Polymer Dissolution and Viscosity Guide
Solvent System Polymer Concentration Formulation Application
┌──────────────────┐ ┌──────────────────┐ ┌───────────────────────────────────┐
│ Dichloromethane │───►│ Low (1% - 2%) │───►│ Nanoprecipitation & thin coatings │
│ (DCM) │ ├──────────────────┤ ├───────────────────────────────────┤
│ │───►│ Medium (5% -10%) │───►│ Emulsion microspheres (Optimal) │
│ Ethyl Acetate or │ ├──────────────────┤ ├───────────────────────────────────┤
│ Acetone │───►│ High (>10%) │───►│ Cast membranes & thick scaffolds │
└──────────────────┘ └──────────────────┘ └───────────────────────────────────┘Solvent Selection
PLGA dissolves readily in halogenated organic solvents such as dichloromethane and chloroform, as well as polar aprotic solvents including acetone, ethyl acetate, and tetrahydrofuran (THF). High-glycolide compositions, such as PLGA 50:50, generally dissolve faster due to increased polarity, whereas lactide-rich formulations require longer mixing times. High molecular weight materials exceeding 100 kDa may also require extended dissolution periods because of increased chain entanglement.
Concentration Guidelines
Polymer concentration strongly influences solution viscosity and particle size during formulation. Low concentrations of 1% to 2% w/v are commonly used for nanoprecipitation and thin-film coatings. Medium concentrations of 5% to 10% w/v represent the industry standard for microsphere production using double-emulsion techniques. Concentrations greater than 10% w/v are generally employed for membrane casting and scaffold fabrication.
Handling and Mixing Parameters
Formulations should always be prepared using anhydrous solvents to minimize moisture exposure. Gentle stirring or rotational mixing at approximately 200 to 300 rpm is preferred, as excessive shear forces may contribute to physical polymer degradation. Processing temperatures should remain below 40°C to avoid thermal degradation or undesirable structural transitions. Under appropriate conditions, complete dissolution is typically achieved within 30 to 90 minutes.
Understand the degradation mechanisms better: Read our comparison of bulk erosion vs. surface erosion in PLGA.
Conclusion: Sourcing Strategies to Securely Order Custom PLGA Grades
Establishing a direct technical partnership with an FDA-registered, ISO-certified CRO represents one of the most reliable approaches for obtaining custom PLGA grades that satisfy both clinical and regulatory requirements. Such collaborations help ensure that customized polymer batches remain reproducible, fully characterized, and scalable throughout development and commercialization. Early engagement with a specialized provider allows formulation teams to address challenges such as peptide acylation, premature degradation, and inconsistent release profiles before they become critical development obstacles.
Sourcing customized polymers through a trusted partner also ensures that key quality attributes, including monomer composition, molecular weight distribution, and terminal end-group chemistry, are carefully controlled and validated using advanced compendial methodologies. Utilizing validated GPC systems that comply with USP requirements, along with quantitative NMR platforms operated according to USP standards, provides a comprehensive analytical package suitable for regulatory review. This level of characterization can accelerate nonclinical development timelines, reduce technical uncertainty, and support successful progression into clinical studies.
Ready to get started? Contact us today to discuss your project needs.
To discuss customized polymer specifications and obtain a project quotation, visit the official ResolveMass Contact Page.
Frequently Asked Questions
Custom PLGA 50:50 generally exhibits a much faster degradation profile because the equal ratio of lactide and glycolide increases the polymer’s affinity for water. As a result, hydrolysis occurs more rapidly, often leading to degradation within approximately 3 to 4 weeks, although the exact timeframe may vary based on the formulation’s geometry and size. In contrast, PLGA 85:15 contains a higher proportion of lactic acid, which increases hydrophobicity and slows water penetration. This reduced moisture uptake significantly prolongs degradation, allowing the material to remain structurally intact for several months and, in some cases, close to a year.
Residual lactide and glycolide monomers can negatively influence the long-term stability of PLGA by acting as internal plasticizers within the polymer matrix. These small molecules increase chain mobility and reduce the glass transition temperature (Tg), making the material more susceptible to physical changes during storage. Elevated chain movement can accelerate hydrolytic degradation and compromise mechanical integrity over time. For this reason, residual monomer concentrations are typically maintained at very low levels, usually below 0.5% w/w.
Stannous octoate (Sn(Oct)₂) is widely used as a catalyst during ring-opening polymerization because it efficiently promotes polymer chain growth. However, any residual catalyst remaining in the final product may present concerns for biomedical applications due to its potential contribution to cellular toxicity. In addition, trace amounts of tin can continue catalyzing ester bond cleavage after synthesis, accelerating polymer degradation during storage. Consequently, catalyst residues are carefully monitored and controlled using sensitive analytical techniques such as ICP-MS.
GPC and NMR provide complementary information regarding polymer molecular weight, but they operate using different analytical principles. Gel Permeation Chromatography (GPC) measures the hydrodynamic size of polymer chains in solution to estimate weight-average molecular weight (Mw) and molecular weight distribution (PDI). Nuclear Magnetic Resonance (NMR), on the other hand, evaluates molecular structure through chemical signal integration and can directly determine number-average molecular weight (Mn) by comparing terminal end-groups with backbone repeat units. Together, these techniques provide a comprehensive assessment of polymer characteristics.
Peptide acylation takes place when nucleophilic amine groups present on therapeutic peptides react with ester functionalities within the PLGA backbone. This interaction can generate covalently modified peptide species containing glycolyl or lactoyl substitutions, potentially affecting therapeutic activity and stability. Several strategies can reduce this risk, including the use of ester-terminated PLGA grades, incorporation of buffering agents to regulate microenvironmental pH, and optimization of peptide charge characteristics to minimize interactions with the polymer matrix. These approaches help preserve peptide integrity during drug release.
High-glycolide PLGA grades, including PLGA 50:50 formulations, typically demonstrate excellent solubility in chlorinated solvents such as dichloromethane (DCM) and chloroform because of their relatively high polarity. They also dissolve effectively in polar aprotic solvents including acetone and ethyl acetate, which are commonly used in pharmaceutical processing. In cases where extended glycolide sequences contribute to increased crystallinity, stronger solvent systems may be required. Specialized solvents such as Hexafluoroisopropanol (HFIP) are often employed to achieve complete dissolution for analytical or processing purposes.
PLGA-PEG-PLGA triblock copolymers possess an amphiphilic structure consisting of a hydrophilic PEG segment positioned between two hydrophobic PLGA blocks. At lower temperatures, these copolymers remain dissolved in aqueous environments and exhibit low viscosity, making them easy to administer. As the temperature approaches physiological conditions, typically between 35°C and 37°C, the hydrophobic PLGA segments begin to self-associate and form micellar networks. This temperature-triggered assembly results in gel formation that can support sustained drug release over extended periods.
The glass transition temperature (Tg) of PLGA is influenced by several structural and compositional factors. The lactide-to-glycolide ratio plays a major role, with higher lactide content generally producing higher Tg values due to increased steric hindrance from methyl groups. Molecular weight also contributes, as longer polymer chains create greater chain entanglement and restrict molecular mobility. Additionally, impurities such as residual monomers or solvents can lower Tg by acting as plasticizers, making strict control of material purity essential.
Reference:
- Murty, S. B., Thanoo, B. C., Wei, Q., & DeLuca, P. P. (2005). Impurity formation studies with peptide-loaded polymeric microspheres: Part I. In vivo evaluation. International Journal of Pharmaceutics, 297(1–2), 50–61. https://doi.org/10.1016/j.ijpharm.2005.02.035
- United States Pharmacopeia. (n.d.). LG polymers. USP. Retrieved June 18, 2026, from https://www.usp.org/excipients/lg-polymers
- Yuan, Y., Zhang, Y., Liu, X., & Wang, J. (2024). Recent applications of PLGA in drug delivery systems. Gels, 10(9), 596. https://doi.org/10.3390/gels10090596
- Qiu, Y., Chen, Y., Zhang, X., & Li, J. (2025). Recent advances in biodegradable polymer-based drug delivery systems: Focus on PLGA applications. Pharmaceutics, 17(2), 245. https://doi.org/10.3390/pharmaceutics17020245
- Essa, D., Kondiah, P. P. D., Choonara, Y. E., & Pillay, V. (2020). The design of poly(lactide-co-glycolide) nanocarriers for medical applications. Frontiers in Bioengineering and Biotechnology, 8, Article 48. https://doi.org/10.3389/fbioe.2020.00048