Procurement Strategies for PLGA, PLA, PCL, and IND-Enabling Studies Supply
Sourcing biodegradable polymers for IND-enabling studies requires the selection of high-purity, structurally consistent grades of PLGA, PLA, and PCL that align with the intended in vivo release duration and are supported by comprehensive analytical documentation. Successfully transitioning these materials from laboratory-based R&D to GLP toxicology studies and ultimately to cGMP clinical manufacturing is a critical development milestone that influences formulation reproducibility, regulatory acceptance, and overall program timelines.
When advancing a long-acting formulation from discovery through clinical development, establishing a dependable PLGA PLA PCL & IND Enabling Studies Supply strategy is a vital decision that can significantly influence nonclinical development schedules and commercial success. Preclinical development programs, particularly those focused on long-acting injectables (LAIs) and subcutaneous implant systems, require substantial investments of both time and capital. Standard small-molecule preclinical packages frequently range from 2 million to 7 million, while programs involving biologics or advanced drug delivery technologies often exceed these figures considerably.
For guidance on navigating the complexities of these formulations, explore PLGA long-acting injectable formulation
A central component of this development pathway is the safety assessment program, which depends on highly consistent polymeric matrices. Even slight variations in polymer chemistry between batches can result in inconsistent drug loading, altered degradation behavior in vivo, or localized tissue reactions. Such variability may delay clinical trial initiation and increase development costs. For this reason, identifying and qualifying an experienced contract development and manufacturing organization (CDMO) at an early stage is essential for maintaining development timelines, controlling budgets, and minimizing technical risk.
Article Summary:
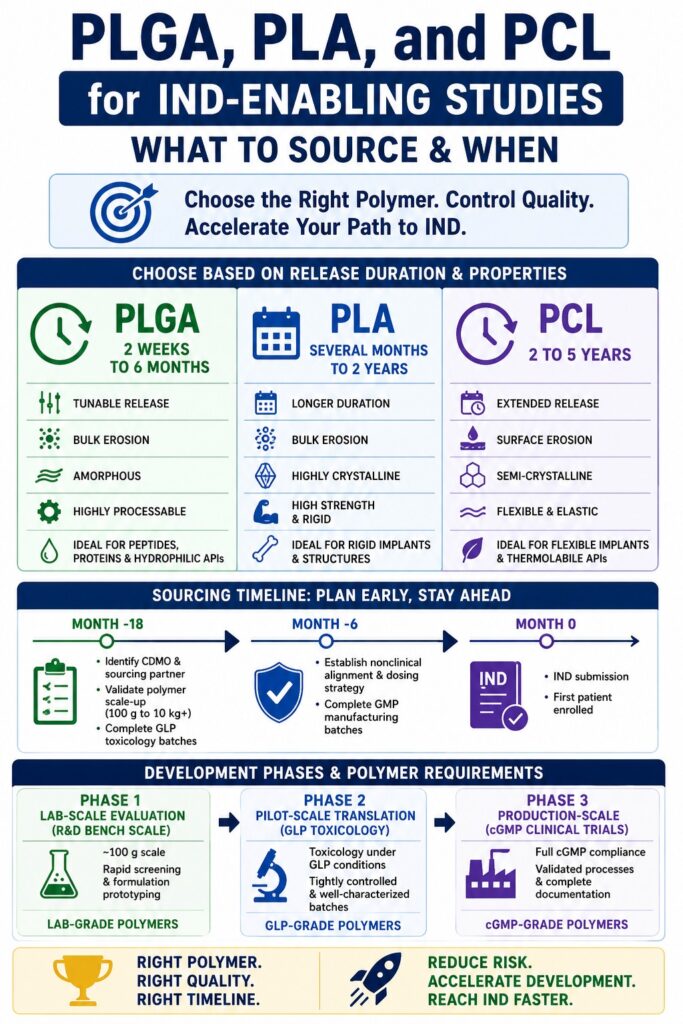
- Selecting the right biodegradable polymer—PLGA, PLA, or PCL—is critical for IND-enabling studies, as polymer properties directly influence drug release performance, safety outcomes, and development timelines.
- PLGA offers highly customizable release profiles (2 weeks to 6 months), PLA supports longer-term delivery (months to 2 years), and PCL enables ultra-long release durations (2–5 years) due to its slow surface-erosion behavior.
- Maintaining strict control over critical quality attributes (CQAs), such as molecular weight, monomer composition, end-group chemistry, and impurity levels, is essential to ensure batch-to-batch consistency and regulatory compliance.
- Comprehensive analytical characterization using techniques like Gel Permeation Chromatography (GPC) and Nuclear Magnetic Resonance (NMR) helps verify polymer identity, molecular weight distribution, composition, and long-term stability.
- Polymer sourcing requirements evolve throughout development, progressing from laboratory-grade materials for formulation screening to GLP-grade polymers for toxicology studies and finally cGMP-grade materials for clinical manufacturing.
- Early planning, supplier qualification, and collaboration with experienced CDMOs can reduce technical risks, support successful scale-up, and prevent costly delays during IND preparation and clinical development.
- Regulatory success depends on robust CMC documentation, impurity control, validated analytical testing, and thorough characterization programs that demonstrate polymer quality, safety, and performance throughout the product lifecycle.
Evaluating Polymer Chemistry and Degradation Pathways
The selection of PLGA, PLA, or PCL should be based on how well the polymer’s degradation characteristics and mechanical properties match the physiological environment and desired therapeutic duration. This decision directly affects water penetration into the polymer matrix and the hydrolytic cleavage of ester bonds responsible for releasing the active pharmaceutical ingredient (API).
To ensure success in this stage, refer to PLGA characterization for RLD
To identify the most suitable polymer, formulation scientists must carefully evaluate key material characteristics, including physical properties, glass transition temperatures (Tg), and crystallinity profiles, all of which influence polymer performance within the body.
Physical and Chemical Comparison of Sourced Polyesters
The table below summarizes the major structural and physicochemical distinctions among the three most widely used biodegradable polyester systems:
| Polymer Property | Poly(lactic-co-glycolic acid) (PLGA) | Polylactic Acid (PLA) | Polycaprolactone (PCL) |
|---|---|---|---|
| Chemical Composition | Copolymer of lactic and glycolic acids | Homopolymer of lactic acid derivatives | Homopolymer of ε-caprolactone |
| Crystallinity Profile | Amorphous to semi-crystalline (dependent on L ratio) | Varies by stereochemistry; low D-isomer grades are highly crystalline | Highly semi-crystalline (20% to 33% crystallinity) |
| Melting Point (Tm) | Amorphous, no distinct Tm | 150°C to 160°C | 58°C to 61°C |
| Glass Transition (Tg) | 40°C to 60°C (higher lactide content increases Tg) | Approximately 60°C | Approximately -60°C |
| Degradation Duration | Highly tunable: 2 weeks to 6 months | Several months to 2 years | 2 to 5 years |
| Erosion Mechanism | Autocatalytic bulk erosion | Bulk erosion | Surface-dominated erosion |
| Mechanical Behavior | Amorphous and highly processable | High tensile strength (50–70 MPa), rigid | Highly flexible and elastic |
| Preferred Solvents | Dichloromethane (DCM), ethyl acetate | DCM, chloroform, acetone | DCM, tetrahydrofuran (THF) |
The Bulk Erosion of PLGA vs. Surface Erosion of PCL
One of the most important considerations during polymer selection is understanding the fundamentally different degradation mechanisms of PLGA and PCL.
PLGA undergoes degradation through an autocatalytic bulk hydrolysis process. As water penetrates the amorphous polymer matrix, ester bonds are cleaved randomly, generating oligomers containing terminal carboxylic acid groups. Because these acidic degradation products cannot rapidly diffuse from the polymer core, a localized decrease in pH occurs. This acidic microenvironment further accelerates hydrolysis of neighboring ester bonds, creating a positive feedback mechanism that increases degradation rates. The resulting autocatalytic effect may eventually trigger rapid structural collapse of the matrix, leading to burst release or dose dumping of the encapsulated therapeutic agent.
For a deeper dive into these mechanisms, see Bulk erosion vs. surface erosion in PLGA
In contrast, PCL contains five hydrophobic methylene groups for every ester linkage. This molecular architecture limits water penetration and significantly reduces the accumulation of acidic degradation products within the polymer core. Consequently, PCL degrades predominantly through slow, surface-dominated erosion. The material gradually erodes from the exterior inward while preserving internal structural integrity for extended periods. This characteristic enables multi-year performance and promotes near-linear, zero-order drug release behavior.
Formulation scientists frequently capitalize on these complementary characteristics through the development of composite polymer systems. For example, blending a low-lactide PLGA with high-molecular-weight PCL can produce a delivery platform in which the PLGA component governs early drug release and initial structural behavior, while the PCL network maintains long-term mechanical stability and supports sustained therapeutic delivery over extended durations.
Managing Critical Quality Attributes and Analytical Specifications
Critical quality attributes (CQAs) of polymeric excipients, including molecular weight distribution, monomer composition, end-group chemistry, and impurity content, must be tightly controlled to ensure batch-to-batch consistency. Regulatory authorities such as the FDA and EMA expect these parameters to be verified using validated analytical methodologies as part of Chemistry, Manufacturing, and Controls (CMC) submissions.
Unlike many conventional pharmaceutical excipients, synthetic biodegradable polyesters are not comprehensively addressed within standard pharmacopoeial monographs. As a result, sponsors are required to provide extensive scientific justification for all specifications. Regulatory reviewers typically expect characterization programs that establish polymer identity, purity, and safety with a level of rigor comparable to that applied to active pharmaceutical ingredients.
To maintain compliance, it is crucial to understand PLGA polymer sameness for ANDA
Polymeric Excipient CQAs
- Molecular Weight (Mn, Mw, PDI)
- Monomer Ratio (L Ratio)
- Impurity Profile
- Residual Monomers
- Tin Catalyst Residues
- Residual Solvents
Trace Impurity and Catalyst Limits
Thorough purification following polymer synthesis is essential for minimizing toxicological concerns and preventing premature polymer degradation. Procurement specifications should include strict limits for trace impurities, verified using advanced analytical techniques.
Residual Monomers:
Unreacted lactide, glycolide, or ε-caprolactone monomers may function as plasticizers, reducing the polymer’s glass transition temperature (Tg) and negatively affecting formulation stability. These reactive species can also accelerate hydrolytic chain cleavage during storage. Typical sourcing specifications restrict residual monomer levels to less than 0.5% w/w as measured by Gas Chromatography (GC).
Residual Catalysts:
Ring-opening polymerization (ROP) commonly utilizes heavy-metal catalysts, most notably stannous octoate (Sn(Oct)₂). Residual tin species may contribute to toxicity and accelerate ester bond hydrolysis. Therefore, residual catalyst concentrations should be carefully monitored using Inductively Coupled Plasma Optical Emission Spectroscopy (ICP-OES) or ICP-Mass Spectrometry (ICP-MS).
Residual Solvents:
Solvents used during polymer synthesis, processing, and precipitation, including dichloromethane, chloroform, and toluene, must comply with ICH Q3C requirements. Residual solvent analysis should be performed using Headspace GC-MS to verify compliance with established safety limits.
Optimizing Molecular Weight Specifications for PLGA PLA PCL & IND Enabling Studies Supply
Careful optimization of molecular weight and polydispersity index (PDI) plays a critical role in maintaining formulation integrity. These parameters influence matrix strength, degradation behavior, and drug release kinetics. Establishing tightly controlled molecular weight specifications, generally ranging from 5 to 200 kDa, helps minimize the risk of dose dumping while supporting predictable in vivo performance. Verification should be performed using validated Gel Permeation Chromatography (GPC) and Nuclear Magnetic Resonance (NMR) methodologies consistent with international regulatory expectations.
Reviewing PLGA PDI pharmaceutical requirements is essential for ensuring formulation consistency.
For clinical development programs, both chain length and chemical composition must be independently confirmed. Since GPC provides relative molecular weight measurements based on hydrodynamic volume in solution and NMR provides absolute measurements derived from end-group chemistry, both analytical techniques are necessary for comprehensive characterization and regulatory documentation.
Comparative Workflows: GPC vs. NMR Analysis
| Analytical Parameter | Gel Permeation Chromatography (GPC) | Proton NMR Spectroscopy (¹H NMR) |
| Primary Standard | USP General Chapter | USP General Chapter |
| Calibration Requirement | Required (Conventional or Universal Calibration) | Absolute technique; calibration curves not required |
| Data Provided | Mn, Mw, Mz, and Polydispersity Index (PDI) | Absolute Mn, end-group chemistry, and monomer ratio |
| Separation Mechanism | Hydrodynamic volume separation through porous columns | Magnetic resonance of specific proton nuclei |
| Traceability Status | Relative to narrow calibration standards | Absolute proton-counting stoichiometry |
| Structural Insights | Polymer profile, branching, and aggregation behavior | Direct chemical identification and LA composition |
Within a quality-controlled laboratory environment, GPC column selection should be matched to the anticipated molecular weight range of the polymer. FDA-registered contract laboratories frequently employ 21 CFR Part 11-compliant software systems to generate accurate molecular weight distribution profiles.
The relative molecular weight data obtained by GPC should be confirmed through ¹H NMR analysis performed in accordance with USP requirements. This approach enables verification of polymer composition and chain termination patterns. If terminal groups undergo degradation or hydrolysis during storage, NMR can readily identify chemical shifts associated with hydroxyl end-groups in the 4.3–4.5 ppm region, providing an early indication of compromised polymer integrity before safety studies commence.
Sourcing Timeline and Quality Phase Transitions from R&D to cGMP
Polymer sourcing strategies must evolve as development programs advance from early research through clinical manufacturing. Initial formulation screening typically relies on non-GMP laboratory-grade materials, while GLP toxicology studies require more tightly controlled batches. Ultimately, cGMP-certified polymers are necessary for clinical manufacturing.
To navigate these transitions, see Q1 Q2 polymer equivalence assessment
To accommodate process validation, stability studies, documentation development, and regulatory review timelines, scale-up planning should begin at least 18 months prior to the anticipated IND submission.
Development Timeline
Month -18
- Identify CDMO and sourcing partner
- Validate polymer scale-up from 100 g to 10 kg or greater
- Complete GLP toxicology batch production
Month -6
- Establish nonclinical alignment and dosing strategy
- Complete GMP manufacturing batches
Month 0
- IND submission
- First patient enrolled
Managing the Preclinical and Clinical Sourcing Lifecycle
A successful polymer procurement strategy should align with the major phases of clinical translation.
Phase 1: Lab-Scale Evaluation (R&D Bench Scale)
Typically conducted at approximately the 100 g scale, this phase emphasizes rapid formulation screening and prototype optimization. Laboratory-grade polymers offer flexibility and cost efficiency, allowing researchers to evaluate particle size, morphology, encapsulation efficiency, and initial release kinetics.
Phase 2: Pilot-Scale Translation (GLP Toxicology)
Before human studies can begin, safety and toxicological evaluations must be performed under Good Laboratory Practice (GLP) conditions. Polymer batches used in GLP studies should closely match the intended clinical material in terms of chemistry, impurity profile, and physical properties. Suppliers that maintain complete batch traceability and analytical documentation provide a significant advantage during this phase, ensuring the relevance and credibility of toxicology findings.
Phase 3: Production-Scale Manufacturing (cGMP Clinical Trials)
Clinical trial manufacturing requires complete compliance with Current Good Manufacturing Practices (cGMP). Every aspect of production, environmental control, process validation, and analytical testing must be documented and validated to ensure patient safety and manufacturing consistency.
For those dealing with specialized drug delivery, consider reviewing PLGA in CNS drug delivery blood-brain barrier
Case Study: Seamless Scale-Up Verification
To minimize the risk of revalidation failures during manufacturing scale-up, polymer synthesis chemistry must remain consistent as reactor volumes increase.
The following data summarize a 100-fold scale-up case study conducted by ResolveMass Laboratories Inc. for a 75:25 PLGA formulation, demonstrating consistency across development stages.
| Scale-Up Phase | Batch Scale | Lactide (L) Ratio | Weight-Average Molecular Weight (Mw) | End-Group Identity | Batch Yield (%) |
| Lab Scale (R&D) | 100 g | 75:25 | 65 ± 2 kDa | Acid-terminated | 89% |
| Pilot Scale | 1 kg | 75:25 | 66 ± 3 kDa | Acid-terminated | 91% |
| Production Scale (cGMP) | 10 kg | 75:25 | 65 ± 3 kDa | Acid-terminated | 92% |
This case study illustrates how reactor modeling and catalyst optimization implemented during early development can support successful manufacturing scale-up without significant changes in molecular weight or end-group functionality. Maintaining such consistency ensures that toxicology findings remain predictive of clinical performance in human subjects.
Regulatory Alignment and CMC Support for Investigational Filings
Successful regulatory approval of polymer-based drug delivery systems requires extensive CMC documentation covering polymer synthesis, process validation, impurity control, and product characterization. Sponsors should leverage Type IV Drug Master Files (DMFs) and engage proactively with regulatory agencies to reduce the likelihood of clinical holds and facilitate efficient IND review.
Long-acting drug delivery systems face particularly rigorous regulatory scrutiny because polymer excipients directly influence therapeutic release rates and overall product performance. Regulatory agencies, including the FDA and EMA, expect comprehensive control and documentation of all manufacturing processes associated with polymer production.
Regulatory Documentation Framework
Sponsor CMC Modules
- Formulation stability
- Drug-polymer interactions
- In vitro release testing (IVRT)
Supplier Type IV DMF
- Monomer synthesis and purity
- Polymerization process controls
- Trace impurity characterization
Comparative Characterization and Bioequivalence Challenges
Sponsors developing advanced drug delivery platforms must establish robust analytical strategies to support regulatory submissions.
In Vitro Release Testing (IVRT):
The development of discriminative IVRT methodologies remains one of the most significant challenges associated with long-acting injectables. The FDA has invested substantial effort in establishing biorelevant in vitro-in vivo correlations (IVIVCs) for PLGA-based microspheres and implant systems. Polymers should therefore be evaluated under accelerated dissolution conditions to ensure that small structural variations do not significantly affect release kinetics.
Comparative Characterization:
For generic products submitted through Abbreviated New Drug Applications (ANDAs), particularly those referencing established depot formulations such as Lupron Depot® or Risperdal Consta®, the FDA expects qualitative (Q1) and quantitative (Q2) sameness of polymer excipients. Comprehensive characterization should include evaluation of fresh polymers and polymers extracted from finished products, including molecular weight distribution, radius of gyration, and confirmation of linear or star-branched architecture.
Extractables and Leachables (E&L):
Comprehensive E&L assessments should be incorporated into sourcing strategies to identify potential contaminants originating from manufacturing equipment, processing materials, or container closure systems.
For insights into managing these challenges, visit Challenges in PLGA microsphere development.
Actionable Procurement Guidelines for Formulation Scientists
Selecting the most appropriate polymer requires a systematic assessment of release duration, API compatibility, manufacturing conditions, processing temperatures, and packaging requirements. Procurement teams should prioritize FDA-registered suppliers that provide custom synthesis capabilities, validated analytical support, and comprehensive documentation packages suitable for regulatory submissions.
Polymer Selection Guidelines
To simplify procurement decisions, formulation teams should consider the following framework:
Release Timeline:
Choose PLGA when highly customizable release profiles between 2 weeks and 6 months are required. For extended delivery periods, PLA offers release durations ranging from several months to 2 years, while PCL supports release periods between 2 and 5 years.
API Compatibility:
Hydrophobic APIs are generally compatible with the hydrophobic nature of PLA and PCL. Hydrophilic or charged therapeutic molecules, including peptides and proteins, are often better suited for PLGA systems, particularly acid-terminated, high-glycolide formulations that enhance electrostatic interactions and improve encapsulation efficiency.
Thermolabile Payloads:
For APIs that exhibit sensitivity to elevated temperatures, PCL is often the preferred option. Its low melting point of 58–61°C allows low-temperature processing conditions that help preserve biological activity.
Device Structure:
PLA is typically selected for rigid implants and orthopedic fixation devices because of its superior mechanical strength and elevated glass transition temperature (Tg approximately 60°C). PCL, by contrast, is better suited for flexible subcutaneous implants and soft tissue applications due to its elasticity and flexibility.
Packaging, Handling, and Storage Controls
Synthetic polyesters are highly susceptible to environmental moisture and temperature fluctuations. Exposure to humidity can initiate hydrolytic degradation, reducing molecular weight and potentially compromising product performance.
Atmospheric Control:
Polymers should be packaged under an inert nitrogen atmosphere to minimize moisture exposure and reduce oxidative degradation during storage.
Container Specifications:
Materials should be supplied in airtight amber glass containers or moisture-resistant foil pouches equipped with desiccants to protect against humidity and light exposure.
Thermal Management:
Storage temperatures should generally be maintained at 2–8°C or lower in a dry environment. Repeated freeze-thaw cycles should be avoided. Before opening, containers should be allowed to equilibrate to room temperature within a desiccator to prevent condensation from forming on the polymer surface.
Conclusion
Establishing a reliable PLGA PLA PCL & IND Enabling Studies Supply strategy is a fundamental step in reducing preclinical risk and accelerating investigational products toward clinical validation. Successful translation from discovery through Phase I clinical trials depends on aligning polymer characteristics with therapeutic objectives, maintaining chemical consistency during scale-up, and supporting development activities with validated analytical data and regulatory documentation.
Developing a strong Chemistry, Manufacturing, and Controls (CMC) package requires collaboration with a qualified polymer synthesis and analytical testing partner. Operating as a United States FDA-registered laboratory (FDA Establishment Identifier No. 3042696771), ResolveMass Laboratories Inc. provides specialized expertise in GPC analysis under USP standards, NMR characterization under USP standards, custom polymer synthesis, and comprehensive impurity profiling.
These capabilities help ensure that every polymer batch meets stringent quality and regulatory expectations, enabling informed decision-making throughout both preclinical and clinical development. To discuss custom synthesis requirements, review technical specifications for standard or custom polymer grades, or schedule a technical consultation, researchers can contact the scientific team directly through the contact page: https://resolvemass.ca/contact/
Frequently Asked Questions (FAQs)
The Polydispersity Index (PDI) reflects the range of molecular weights present within a PLGA batch. A broader distribution generally contains a larger proportion of low-molecular-weight polymer chains, which absorb water more readily and degrade faster than longer chains. As these shorter chains break down, they can accelerate matrix erosion and trigger a higher initial release of the encapsulated peptide. Selecting PLGA with a narrow and well-controlled PDI, typically between 1.2 and 1.5, helps maintain a more predictable release profile while reducing the risk of excessive burst release.
Traditional GPC calibration relies on comparison with polystyrene standards, which do not exhibit the same solution behavior as PLGA. Because PLGA and polystyrene differ significantly in hydrodynamic volume, molecular weight values obtained through conventional calibration may not accurately represent the actual polymer. Universal calibration incorporates intrinsic viscosity measurements together with elution data using the Mark-Houwink relationship, producing more reliable molecular weight determinations. This enhanced accuracy is particularly important when generating data for regulatory dossiers and quality documentation.
Stannous octoate and similar tin-containing catalysts are widely used during the ring-opening polymerization of biodegradable polyesters. If purification processes do not adequately remove these catalyst residues, trace amounts can remain trapped within the polymer matrix. Over time, residual tin can promote hydrolysis of nearby ester bonds, accelerating degradation and altering the intended drug release behavior. Maintaining extremely low catalyst levels through stringent purification and analytical testing is therefore essential for preserving long-term implant stability.
Acid-terminated polymers are often preferred when rapid or short-duration drug release is required, or when formulating positively charged therapeutic compounds such as peptides and proteins. The presence of free carboxylic acid groups increases polymer hydrophilicity, encouraging faster water uptake and hydrolytic degradation. These terminal acid groups can also interact electrostatically with cationic drug molecules, which may improve encapsulation efficiency and drug loading capacity. As a result, acid-terminated grades are frequently selected for formulations requiring enhanced release rates or stronger polymer-drug interactions.
Even small amounts of residual moisture can initiate hydrolytic degradation in biodegradable polyesters during storage. As water molecules interact with the polymer chains, gradual chain scission occurs, leading to a reduction in molecular weight over time. These changes can significantly impact degradation rates and alter drug release performance after administration. To maximize product stability, polymers should be manufactured with strict moisture specifications, verified using Karl Fischer titration, and stored under dry, controlled conditions.
For a generic long-acting injectable submitted through an ANDA pathway, the FDA requires extensive characterization of both the proposed product and the reference listed drug (RLD). Sponsors must demonstrate qualitative and quantitative equivalence of polymer excipients while providing detailed comparisons of molecular weight distribution, lactide-to-glycolide ratio, glass transition temperature, end-group chemistry, and polymer architecture. This analytical comparison helps establish bioequivalence and confirms that the generic product will perform similarly to the reference formulation.
Hot-melt extrusion exposes polymers to elevated temperatures and mechanical stress, both of which can affect polymer integrity. PLA generally requires significantly higher processing temperatures because of its elevated melting point, increasing the risk of thermal degradation and molecular weight reduction. PCL, on the other hand, melts at much lower temperatures and can be processed under gentler conditions. This lower thermal requirement minimizes chain scission and makes PCL particularly suitable for formulations containing heat-sensitive active ingredients.
Polymer batches can vary slightly in molecular weight distribution, residual impurities, catalyst content, and end-group composition, even when manufactured according to the same specifications. These subtle differences may influence degradation behavior, drug release kinetics, and biological responses. Using a single batch across toxicology and stability studies ensures consistency throughout development and improves confidence that nonclinical findings accurately reflect the properties of the intended clinical formulation. This approach also strengthens regulatory justification during IND submissions.
Star-branched PLGA possesses multiple polymer chains extending from a central core structure, creating unique physical characteristics compared with linear polymers. These materials often exhibit lower solution viscosity and reduced hydrodynamic volume despite having similar molecular weights. Such properties can facilitate the production of smaller and more uniform nanoparticles while improving drug encapsulation efficiency. Additionally, the greater number of terminal functional groups available on star-branched polymers provides enhanced opportunities for surface modification, ligand attachment, and targeted delivery applications.
A Type IV Drug Master File contains confidential information related to the manufacturing, purification, quality control, and testing procedures used by a polymer supplier. When a supplier maintains an active DMF with the FDA, sponsors can reference that information through a Letter of Authorization rather than reproducing the same details within their own IND submission. This approach reduces documentation burdens, protects proprietary manufacturing knowledge, and allows regulatory reviewers to access critical supplier information directly. As a result, the overall review process may become more efficient while supporting a stronger CMC package.
Reference:
- Cortés, H., Caballero-Florán, I. H., Mendoza-Muñoz, N., Escutia-Guadarrama, L., Figueroa-González, G., Reyes-Hernández, O. D., González-Del Carmen, M., Varela-Cardoso, M., Florán, B., & López-Lozano, A. P. (2021). Nanocarriers for improving the bioavailability and therapeutic efficacy of phytochemicals in cancer treatment. Molecules, 26(17), 5322. https://doi.org/10.3390/molecules26175322
- Kim, J., Kim, H., & Kim, S. (2025). Advances in PCL, PLA, and PLGA-based technologies for anticancer drug delivery. Pharmaceutics, 17(1). https://pmc.ncbi.nlm.nih.gov/articles/PMC12566892/
- Kamaly, N., Yameen, B., Wu, J., & Farokhzad, O. C. (2016). Degradable controlled-release polymers and polymeric nanoparticles: Mechanisms of controlling drug release. Chemical Reviews, 116(4), 2602–2663. https://doi.org/10.1021/acs.chemrev.5b00346
- U.S. Food and Drug Administration. (2015). FY2015 regulatory science research report: Long-acting injectable formulations. U.S. Department of Health and Human Services. https://www.fda.gov/industry/generic-drug-user-fee-amendments/fy2015-regulatory-science-research-report-long-acting-injectable-formulations
- Muddineti, O. S., & Omri, A. (2022). Current trends in PLGA based long-acting injectable products: The industry perspective. Expert Opinion on Drug Delivery, 19(5), 559–576. https://doi.org/10.1080/17425247.2022.2075845
- U.S. Food and Drug Administration. (2019). Complex generic drug product development: Long-acting injectable products [FDA presentation/report]. U.S. Department of Health and Human Services. https://www.fda.gov/media/129010/download